Gia công khoan tạo lỗ là một quy trình khá phổ biến ở bất kỳ sản phẩm máy móc nào. Nhưng việc chọn loại công cụ cắt tốt nhất khi khoan không phải lúc nào cũng dễ dàng. Bạn muốn một lưỡi khoan CNC, lưỡi khoan nguyên khối phù hợp với loại vật liệu, để gia công ra các lỗ đạt các thông số kỹ thuật và mang lại lợi nhuận cao nhất. Mỗi một kiểu, loại lưỡi khoan cơ khí nào cũng có thể tiết kiệm chi phí và đem lại hiệu quả theo một cách nhất định. Không có một loại lưỡi khoan nào phù hợp cho tất cả các trường hợp.
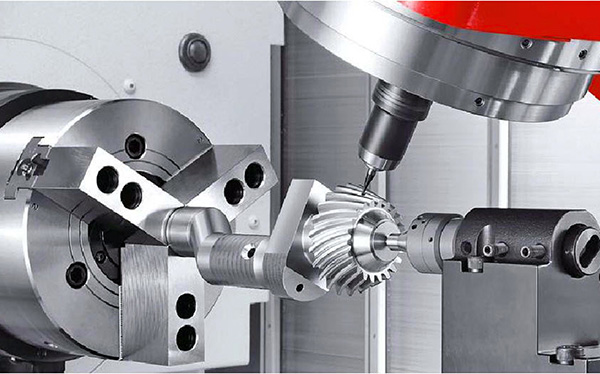
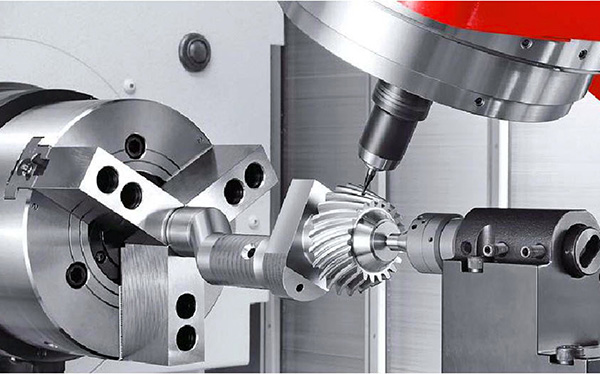
Khoan là một kỹ thuật tạo lỗ biên dạng hình tròn trên các loại vật liệu khác nhau. Ứng dụng Khoan được dùng phổ biến trong nhiều ngành công nghiệp như chế tạo máy, cơ khí, xây dựng, dầu khí, khai khoáng, mộc,..
Đầu của mũi khoan HSS dùng cắt sâu vào vật liệu hay còn là phôi để tạo ra những lớp phoi mỏng (với vật liệu gỗ, kim loại), hay những lớp bụi (với vật liệu bê tông), từ đó hình thành lỗ khoan sau quá trình gia công
.
Gia công khoan tạo lỗ là một quy trình khá phổ biến ở bất kỳ sản phẩm máy móc nào. Nhưng việc chọn loại công cụ cắt tốt nhất khi khoan không phải lúc nào cũng dễ dàng. Bạn muốn một lưỡi khoan hợp kim phù hợp với loại vật liệu, để gia công ra các lỗ đạt đúng các thông số kỹ thuật yêu cầu và hiệu suất kinh tế cao nhất ? Mỗi một kiểu, loại lưỡi khoan thép gió nào cũng có thể tiết kiệm chi phí và đem lại hiệu quả theo một cách nhất định. Không có một loại mũi khoan thép gió nào phù hợp cho tất cả các trường hợp.
Các kiểu mũi khoan cơ khí, vật liệu phổ biến
Có 2 dạng chính là lưỡi khoan hợp kim hay còn gọi là solid drill và lưỡi khoan cơ khí dạng gắn mảnh hay còn gọi là indexable drill
1.Mũi khoan nguyên khối
mũi khoan kim loại là kiểu mũi khoan cơ khí thiết kế nguyên một khối vật liệu liền thường được làm từ HSS hoặc Carbide với các tùy chọn lớp phủ khác nhau để tăng độ bền, kéo dài tuổi thọ
2.Mũi khoan gắn mảnh
mũi khoan kim loại gắn mảnh là dạng lưỡi khoan nguyên khối được thiết kế với cán dao và mảnh lưỡi khoan CNC dạng lắp mảnh, tương tự với dao phay gắn mảnh hoặc insert tiện lắp mảnh
Một số câu hỏi được đặt ra khi quyết định chọn kiểu mũi khoan
1. Hợp đồng gia công có các chi tiết khoan tiếp theo của bạn là dài hạn hay ngắn hạn?
Nếu bạn đang thực hiện một đơn hàng dài hạn hay đơn hàng có thể lặp lại, chi tiết gia công lỗ có đường kính lớn (từ phi 8mm trở lên) hãy đầu tư vào một dao khoan ghép mảnh (Insert drills/indexable drills) có thể thay thế lưỡi cắt. Những mũi khoan cơ khí này được thiết kế để người vận hành máy có khả năng thay đổi lưỡi cắt bị mòn một cách nhanh chóng. Điều này làm giảm chi phí tổng thể cho mỗi lỗ khoan.
Chi phí đầu tư ban đầu cho cán lưỡi khoan cơ khí (holder) được thu hồi nhanh chóng nhờ giảm thời gian chu kỳ và giảm chi phí thay thế mảnh insert khoan so với chi phí đầu tư của mũi khoan HSS hợp kim cứng nguyên khối (solid carbide drills).
Nói một cách đơn giản, tốc độ thay đổi cùng với chi phí sản xuất lâu dài thấp hơn làm cho các lưỡi khoan cơ khí ghép mảnh có thể thay thế trở thành lựa chọn tốt hơn cho công việc sản xuất dài hạn của bạn.
Nếu dự án tiếp theo của bạn là một mẫu thử nghiệm, đơn hàng ngắn hạn, đường kính lỗ nhỏ (từ phi 8 trở xuống) thì một mũi khoan kim loại hợp kim cứng (solid carbide drills) là lựa chọn tốt hơn do chi phí ban đầu thấp, và thông thường loại mũi khoan cơ khí ghép mãnh không sản xuất loại đường kính nhỏ.
Nếu lỗ khoan của bạn yêu cầu bề mặt chỉ cần gia công tinh lại, độ sâu lỗ ngắn, số lượng nhỏ mẫu thử nghiệm, không yêu cầu thời gian chu kỳ thì lựa chọn có thể là lưỡi khoan hợp kim (HSS Drills) với chi phí thấp nhất khi đầu tư ban đầu.
2. Độ ổn định cần thiết cho lưỡi khoan lựa chọn này là bao nhiêu?
Hãy xem xét sự ổn định về kích thước của lưỡi khoan thép gió hợp kim nguyên khối (solid carbide drills) so với việc thay thế lưỡi cắt bị mòn bằng một lưỡi dao mới (Insert drills).
Với solid carbide drills khi mài lại phần lưỡi cắt nhiều lần: đường kính dao nhỏ hơn và chiều dài dao ngắn hơn, không còn đúng với kích thước ban đầu. Không còn đủ chiều dài để khoan hết độ sâu lỗ.
mũi khoan đường kính nhỏ và ngắn được sử dụng như một công cụ gia công thô vào thời điểm này, và một công cụ solid carbide drills mới là cần thiết để đáp ứng các kích thước hoàn thiện yêu cầu của chi tiết Khoan . Bằng cách sử dụng lưỡi khoan thép gió được mài lại, bạn sẽ tăng thêm một công đoạn nữa vào quy trình sản xuất. Điều này cuối cùng làm tăng thêm chi phí của bạn cho mỗi lỗ khoan.
Sử dụng dao khoan ghép mảnh (Insert drills) với việc thay thế mảnh dao sau khi mòn bằng một lưỡi dao mới. Kích thước đường kính, độ sâu ổn định, thao tác tháo lắp nhanh. Chiều dài lưỡi khoan thép gió không thay đổi, vẫn giữ được kích thước, dung sai như ban đầu.
lưỡi khoan CNC (HSS drills) không thể dùng gia công được vật liệu có độ cứng cao, lỗ gia công ra không đảm bảo độ thẳng, đường kính lỗ lớn, độ thô lớn, lưỡi cắt sẽ bị mài mòn nhanh, số lần thay đổi dao cụ sẽ nhiều hơn … đặc biệt lưỡi khoan nguyên khối gia công với tốc độ rất thấp. Ưu điểm lớn nhất của mũi khoan thép gió là bền va đập.
3. Các yêu cầu về hàng tồn kho có cần xem xét không?
Công cụ nổi là tổng số công cụ trong môi trường sản xuất cần thiết để tránh thời gian máy ngừng hoạt động. Để công việc tiếp tục hoạt động, bạn cần duy trì một lượng tồn kho dụng cụ nhất định. Điều này bao gồm các công cụ tại máy, dự phòng trong tủ dụng cụ, và thậm chí cả dụng cụ đang chờ được nhập về.
Tồn kho cũng chiếm một phần trong tổng chi phí, vì vậy cần cân nhắc khi lựa chọn tồn kho cho các loại lưỡi khoan thép gió khác nhau
4. Hiệu suất quan trọng như thế nào với việc lựa chọn loại mũi khoan?
Bất kỳ người vận hành máy nào cũng biết rằng các lưỡi khoan cơ khí solid carbide drills có thể chạy ở tốc độ cao hơn các khoan ghép mảnh (Insert drills) có cùng đường kính.
Solid carbide drills rắn chắc và cứng hơn vì chúng không có mối ghép nào để không bị hỏng theo thời gian. Tuy nhiên, đôi khi các thợ gia công chọn sử dụng các dao khoan Solid carbide drills không phủ để giảm thời gian gởi đi phủ và thời gian nhận dao về. Thật không may, việc sử dụng các dụng cụ không có lớp phủ làm giảm tốc độ và khả năng tiến dao vượt trội của một Solid carbide drills có phủ. Tại thời điểm này, khoảng cách hiệu suất giữa lưỡi khoan thép gió Solid carbide drills và mũi khoan cơ khí ghép mảnh Insert drills gần như không đáng kể, vì vậy tùy theo từng trường hợp cụ thể bạn có thể lựa chọn 1 trong 2 loại này.
mũi khoan thép gió hss drills tốc khoan thấp, để cải thiện nhà sản xuất đã thêm lớp phủ cho Hss drills để cải thiện tốc độ cắt của lưỡi khoan cơ khí. Mặc dù lớp phủ đã cải thiện được tốc độ cắt nhưng dao Hss drills còn nhiều điểm yếu như tốc độ cắt vẫn không cải thiện đáng kể, dao không rắn chắc nên khi gia công bị rung động và cong lỗ, không cứng nên không gia công được vật liệu cứng vì thế hiệu suất rất thấp so với khoan Solid carbide drills và Insert drills. Hãy cân nhắc điều này khi đưa ra quyết định lựa chọn của bạn.
5. Cuối cùng chi phí tổng cho mỗi lỗ là bao nhiêu?
Hãy tổng kết thông tin về tuổi thọ của dụng cụ và chi phí sản xuất. Quy mô công việc, chi phí ban đầu của công cụ, thời gian ngừng hoạt động để thay đổi dao, thời gian mài lại dao, sửa chữa và số bước trong quy trình tăng thêm đều là các biến trong phương trình chi phí sản xuất.
Solid carbide drills là một lựa chọn thông minh cho đơn hàng ngắn do chi phí ban đầu thấp hơn.
Một lưỡi khoan cơ khí mảnh Insert được thiết kế với các cạnh cắt có thể thay thế có thể cung cấp chi phí sở hữu thấp hơn trong suốt thời gian sử dụng của công cụ đối với các hợp đồng dài hạn và hoạt động sản xuất cao độ. Khoản tiết kiệm bắt đầu khi lưỡi cắt bị mòn hoặc bị hỏng vì không cần đặt mua toàn bộ dụng cụ, bạn chỉ trả tiền cho bộ phận mảnh Insert (còn gọi là lưỡi cắt).
Một biến số tiết kiệm chi phí khác là lượng thời gian máy được tiết kiệm hoặc sử dụng khi thay đổi dụng cụ cắt gọt cơ khí. Đường kính và chiều dài của lỗ khoan không thay đổi khi thay mới mảnh Insert drills, khoan Solid carbide drills cần được thay thế khi nó bị mòn, các dụng cụ Solid carbide drills phải nhập lại khi thay thế. Mặc dù việc này chỉ mất một phút, nhưng sẽ mất một phút mà bạn không sản xuất ra sản phẩm.
Biến cuối cùng trong phương trình chi phí sản xuất là số bước trong quy trình tạo lỗ. Các lưỡi mũi khoan nguyên khối (Insert drills) có thể thay thế thường có thể hoàn thành quá trình tạo lỗ trong một thao tác.
Như đã đề cập trước đó, nhiều lần mài lại lưỡi khoan nguyên khối chắc chắn sẽ cần thêm hoạt động hoàn thiện lỗ sau khi sử dụng dao mài lại Solid carbide drills để đáp ứng yêu cầu của sản phẩm. Trong thực tế, nó có thể là một bước không cần thiết vì sẽ làm tăng thêm chi phí sản xuất.
Nguồn : biri.vn